

































The Definitive Guide to Titanium Wire
In industries where precision and purity are paramount, titanium wire is the unsung hero. From microscopic medical filaments and advanced electrochemical anodes to robust welding rods for aerospace structures, titanium wire delivers performance where other materials fail. For procurement teams and engineers, specifying the correct wire parameters is critical to preventing costly production downtime and ensuring structural integrity in high-stakes environments. This guide provides the technical framework required to specify the right wire for critical enterprise applications.
Before You Specify Titanium Wire, Confirm These 3 Things
- Format & Precision: Required diameter, tolerance (e.g., h8/h9), and coil/spool format for your machinery?
- Material Specs: Needed grade, surface finish (pickled vs. bright), and downstream process (welding, weaving, 3D printing)?
- Certification Needs: Standard industrial production use or specialty application requiring full traceability (AWS, ASTM F136, ISO)?
1. Wire vs. Rod: Defining the Boundaries for Production
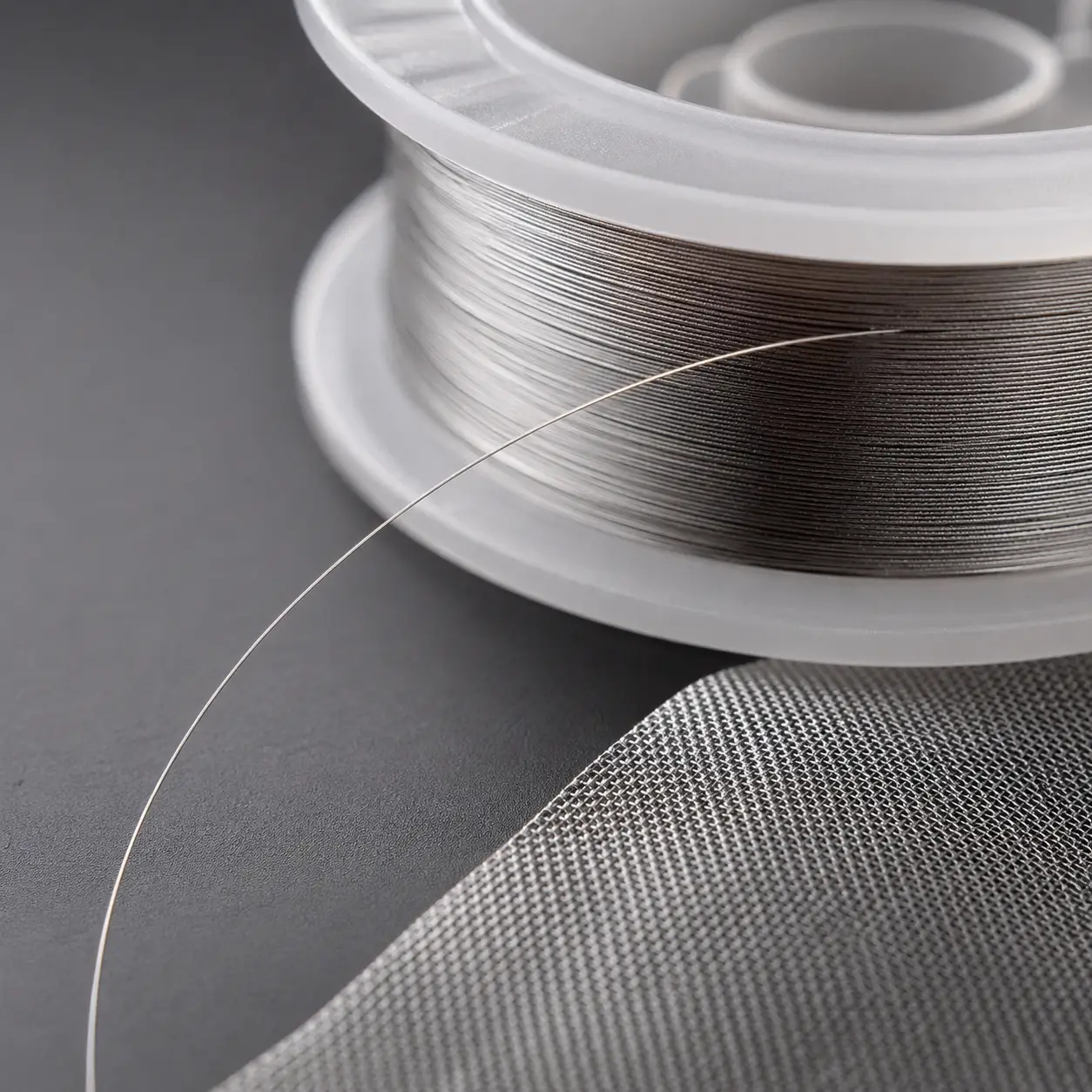
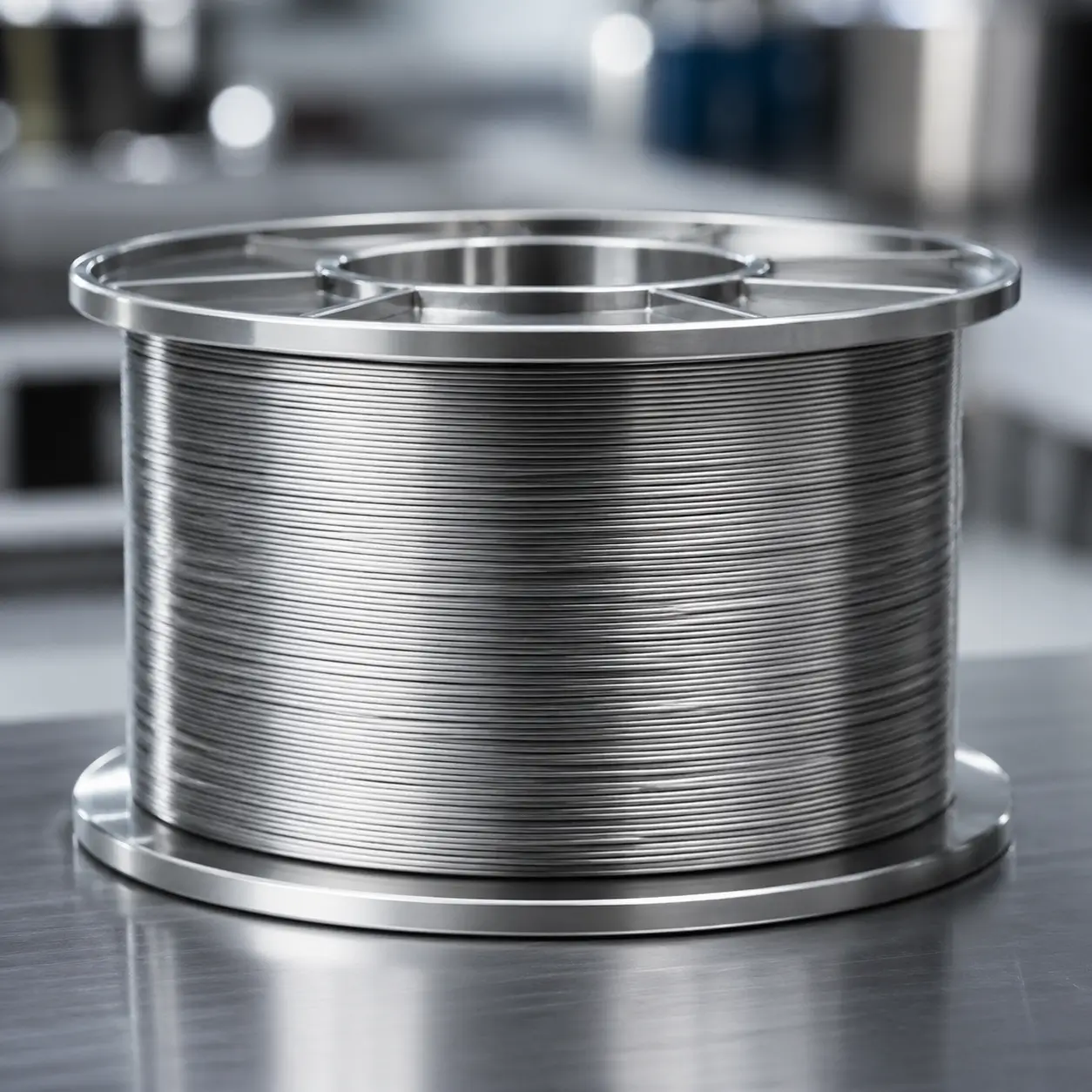
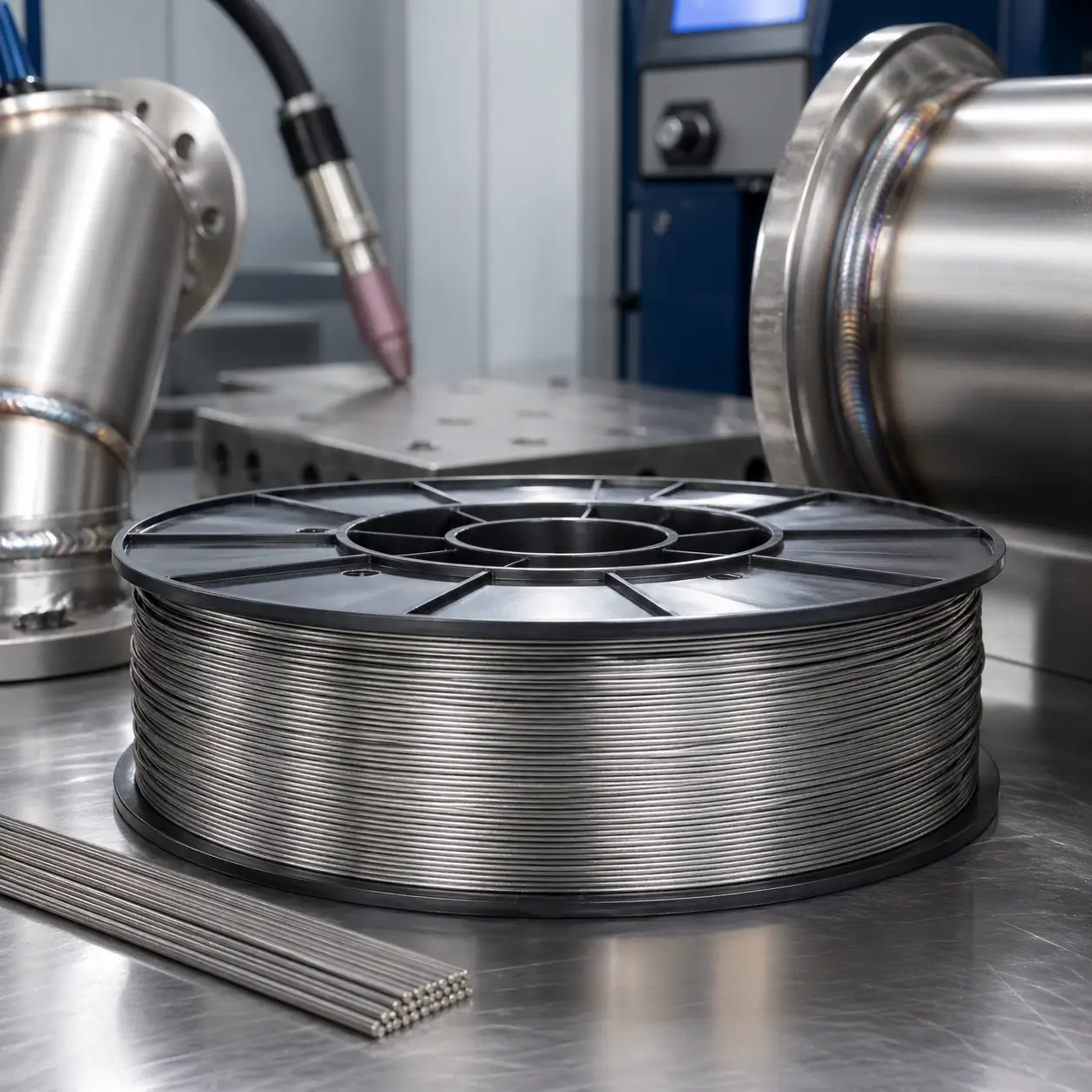
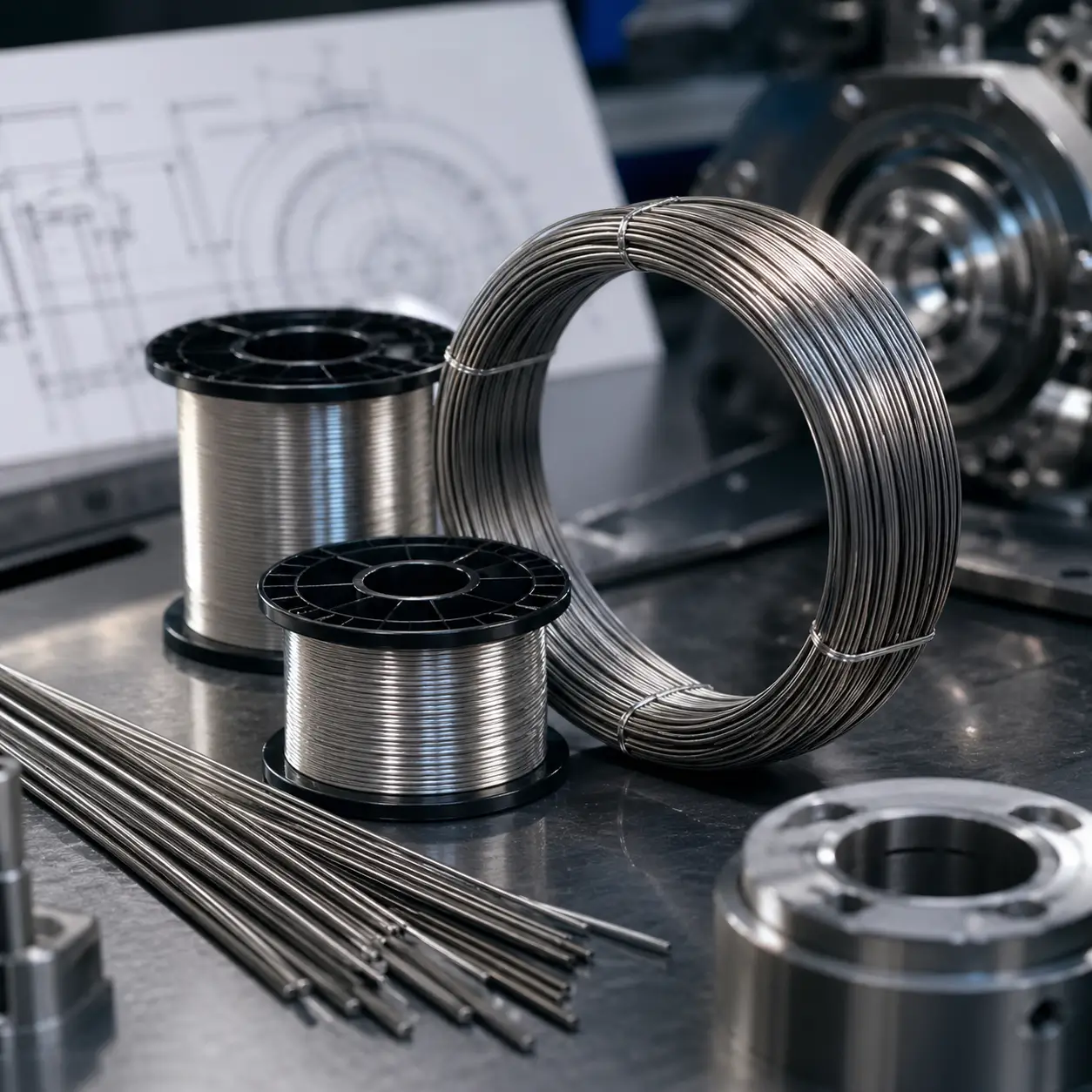
While chemically identical, titanium wire and rod differ significantly in delivery form, production method, and automated feeding compatibility. Wire is typically cold-drawn to much smaller diameters (down to 0.03mm) and is supplied on spools or in continuous coils. This format is designed specifically for automated unwinding, continuous feed welding systems, and high-speed CNC machining. Rods, conversely, are generally thicker, supplied in straight lengths, and used for discrete machining operations.
For enterprise manufacturers, choosing the wrong form factor leads to costly machine jamming, excessive material waste, and inefficient manual handling.
2. Grade Selection Guide (CP vs. Alloys)
Selecting the right grade requires balancing strength, ductility, corrosion resistance, and fatigue life. Using an over-spec grade inflates your budget, while an under-spec grade risks catastrophic failure.
3. Surface Finishes: Impact on Downstream Processing
Surface finish isn't just about aesthetics; it directly impacts welding quality, friction during automated feeding, and the success of downstream chemical or physical processing.
- Pickled (Acid Washed): A matte finish, chemically etched to remove all oxides and drawing lubricants. Essential for structural welding to prevent hydrogen embrittlement and porosity in the weld pool.
- Bright / Polished: A smooth, highly reflective finish. Preferred by medical manufacturers and high-end weaving clients because it minimizes friction during high-speed automated processing and prevents particle shedding.
- Black / As-Drawn: Retains drawing lubricants and surface oxides. It is the most cost-effective option, suitable only if the buyer possesses in-house chemical cleaning capabilities before final use.
4. Welding Wire Selection (AWS A5.16 Compliance)
When fabricating pressure vessels, heat exchangers, or hydrogen electrolyzers, weld failure is not an option. Matching the filler metal to the base material is critical for long-term weld integrity and corrosion resistance.
As a rule of thumb, ERTi-2 is utilized for welding CP Grade 2 structures, ensuring the weld matches the base metal's corrosion resistance. ERTi-5 is mandatory for joining Grade 5 aerospace components to maintain tensile strength. For highly corrosive acid environments—such as chemical reactors—ERTi-7 (palladium-alloyed) is often specified to drastically improve localized corrosion resistance.

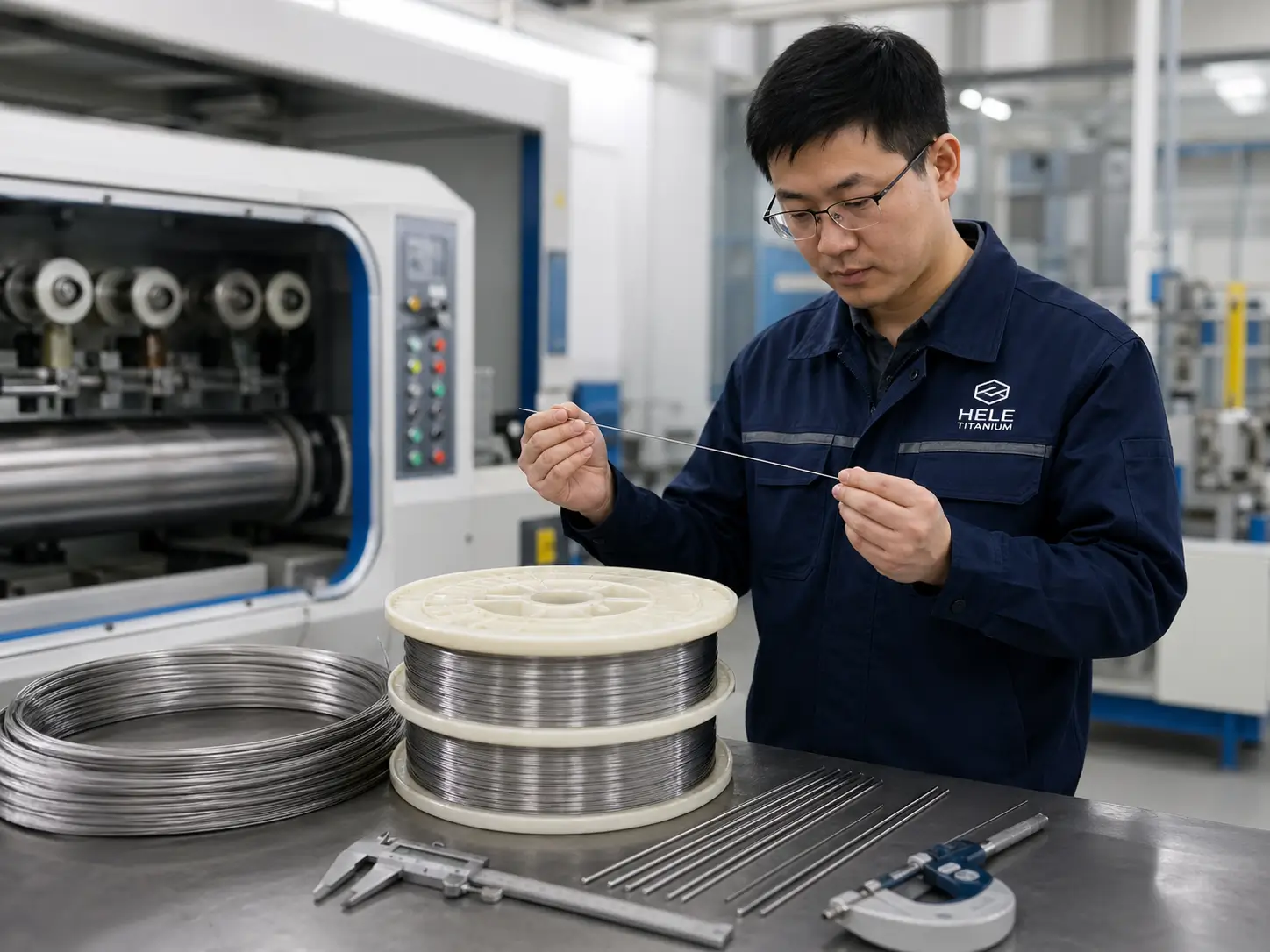
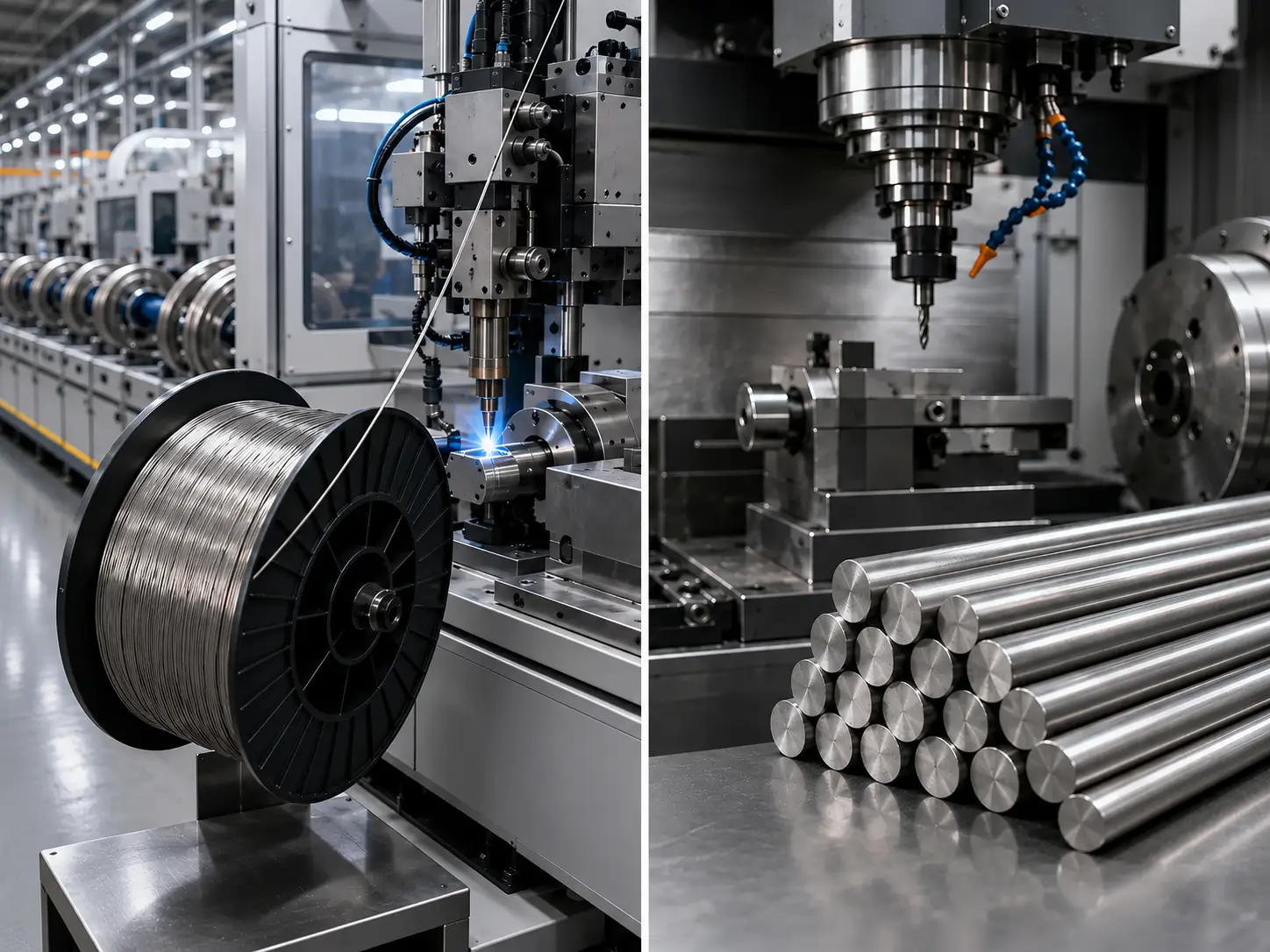
5. The Manufacturing Journey: Ensuring Zero Contamination
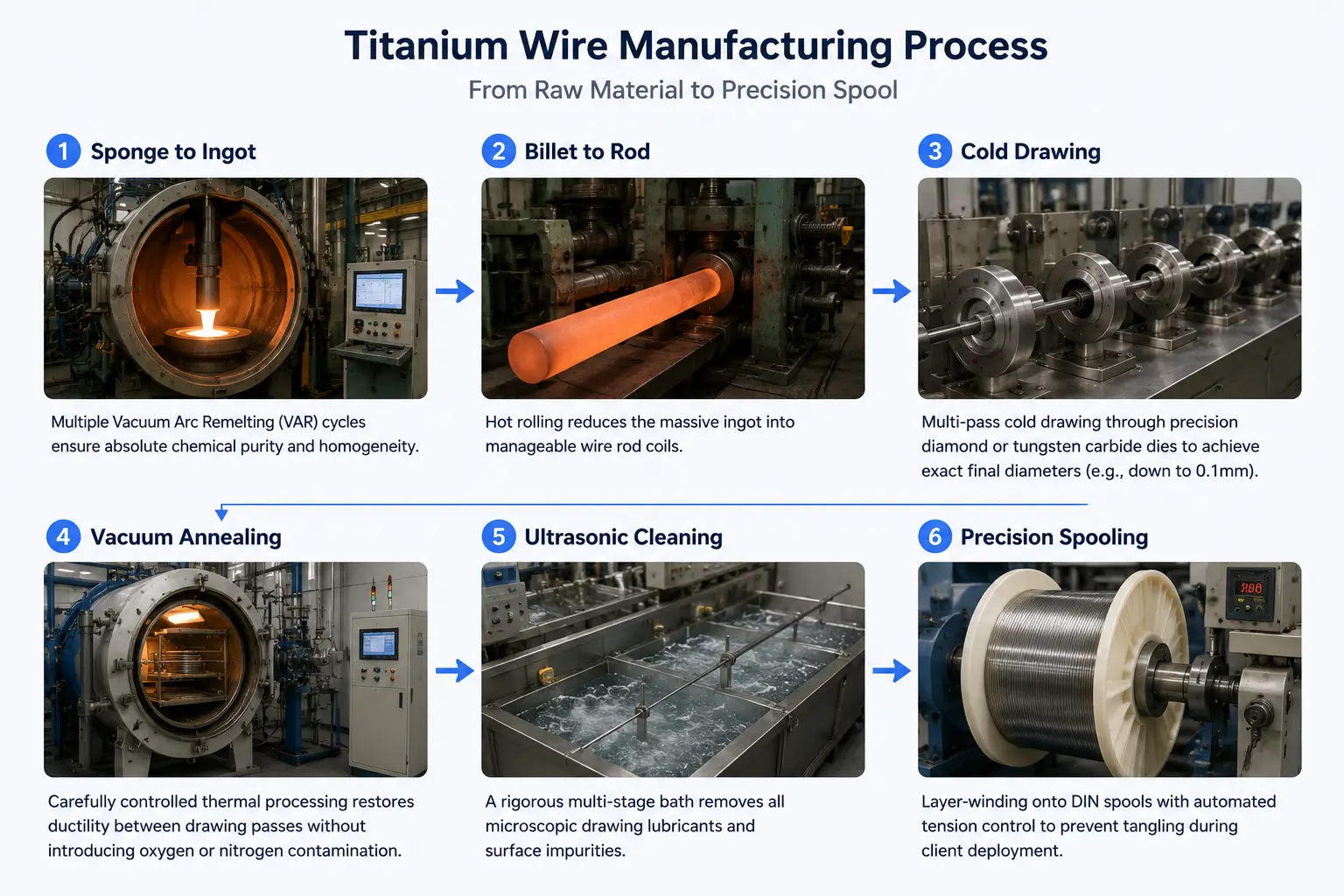
Transforming raw titanium sponge into precision wire involves multiple controlled stages. As a premier manufacturer, Hele Titanium strictly controls this end-to-end process to guarantee zero cross-contamination and exact dimensional tolerances:
- Sponge to Ingot: Multiple Vacuum Arc Remelting (VAR) cycles ensure absolute chemical purity and homogeneity.
- Billet to Rod: Hot rolling reduces the massive ingot into manageable wire rod coils.
- Cold Drawing: Multi-pass cold drawing through precision diamond or tungsten carbide dies to achieve exact final diameters (e.g., down to 0.1mm).
- Vacuum Annealing: Carefully controlled thermal processing restores ductility between drawing passes without introducing oxygen or nitrogen contamination.
- Ultrasonic Cleaning: A rigorous multi-stage bath removes all microscopic drawing lubricants and surface impurities.
- Precision Spooling: Layer-winding onto DIN spools with automated tension control to prevent tangling during client deployment.
6. Cost Drivers & Wholesale Pricing Logic
For procurement teams and wholesalers, understanding pricing drivers is key to negotiating long-term contracts and forecasting project budgets accurately. Titanium wire pricing is not simply based on raw material weight.
Costs are heavily driven by the energy intensity of vacuum annealing and the significant yield loss during multi-pass drawing (especially for ultra-fine wires below 1.0mm). Additionally, the precision required for tangle-free spooling, and the stringent, third-party purity certifications required for medical (ASTM F136/ELI) or aerospace (AWS A5.16) grades add to the final cost. Buying in standardized bulk spools directly from an integrated mill like Hele Titanium significantly mitigates these premiums.
7. Titanium vs. Steel / Aluminum: A Strategic Choice
While titanium demands a higher upfront material cost, its lifecycle ROI in harsh environments easily surpasses traditional metals due to zero maintenance, extreme corrosion resistance, and superior strength-to-weight ratios.
| Material | Key Advantage | Key Limitation | Strength-to-Weight | Corrosion Res. | Weldability |
|---|---|---|---|---|---|
| Titanium | Biocompatible, extreme strength/weight | Higher raw material cost | Excellent | Exceptional | Requires inert gas shielding |
| Stainless Steel | Cost-effective, easy to source globally | Heavy, vulnerable to pitting in chlorides | Moderate | Good | Easy |
| Aluminum | Lightweight, very inexpensive | Low strength, prone to fatigue failure | Good | Moderate | Moderate |
8. Enterprise Buyer’s QC Checklist
Don't risk a multi-million dollar production run on unverified materials. A rigorous quality control checklist protects your supply chain and ensures seamless manufacturing.
-
Diameter Tolerance Confirmed? Ensure the tolerance (e.g., h9, h8) aligns with your CNC or automated feeder specifications to prevent jamming.
-
Certification Standard Matched? Verify if the application demands AWS A5.16 for welding, ASTM F136 for medical, or general ASTM B863 for industrial use.
-
Surface Finish Explicitly Stated? Confirm whether your process requires a Pickled (matte/clean) or Bright (polished/low-friction) finish.
-
Spool / Coil Compatibility? Check if the supplied spool size (e.g., D300, 15kg/spool) fits directly into your shop's automated feeding equipment.
-
Full Traceability (EN 10204 3.1 MTC)? Ensure the supplier provides a Mill Test Certificate (MTC) proving chemical composition, mechanical properties, and heat lot traceability.